A rebuilt Merchant Navy class '35006' in 5" gauge - continued.
Part 2 of an Article by Kevin Neate
Cylinders and valve gear
To explain how I made the cylinders from solid lumps of cast iron 20 years ago is probably asking too much, as I have forgotten all the details.
But whether you use the castings, carve them out of solid or fabricate them, the end result should be the same, and I found KW's drawings are basically correct.
Before we go any further I spoke to another builder of these frustrating machines about pinning the wheels to the axles, as Loctite is not good enough.
What I did was to drill in at an angle in one of the rear pockets using a long series centre drill to start, followed by a 4 mm long series drill to a depth of 1½" through the casting and axle and just back into the casting, and then fitted 4 x 40 mm roll pins.
The angle I used on my mill was 6 1/2 degrees.
I started this stage with the inside cylinder.
It was about 80% complete from before, and needed the steam inlets drilling which I did from underneath, and then plugged the holes.
In this case the exhaust "spout" is a separate item made from an offcut of cast iron and screwed to the top with the blast fitted on top of this.
I had made the valves and liners before, from offcuts from the cast iron block.
The liners I made are one piece rather than the two pieces shown, and the cylinders are chambered to give a steam space.
KW doesn't show the valve covers and I had previously made 6 of them all the same, not realising that the inner cylinder needs a crosshead on the rear valve cover, and all of them turned out to be wrong anyway !
The outside cylinders were again about 80% finished from before.
But - as I said previously I had made a serious error machining the cylinders where the inlet steam enters.
I had drilled and plugged the holes for the steam inlet, but then machined off the ends of the cylinder in the wrong place – oops !
I fixed this by machining off a section from the rear of the cylinders, and made up the steam inlets using copper pipe and brass fittings with flanges to connect.
It was one hell of a fiddle to do this, as there is not a lot of space to fit the inlets.
I won't go into detail as hopefully nobody else is going to make the same mistake !
Look at a full size cylinder and perhaps this is not as wrong as it seems.
None of this will be seen anyway as it is hidden by the platforms.
I made up the weighshaft as per KW in 3 sections, but I would rather have made the shaft in one piece.
At the same time I made the three lifting arms without any problems.
The inner one I made as one piece rather than 2 plates and put in a temporary grub screw for alignment.
The KW drawing shows the tapered part of the LH outside arm as a flat, but in reality there is a radius and a flat.
The flanges were silver soldered and then the outer links fitted in place with 3/32" taper pins.
Then it is time to assemble the weighshaft – allow plenty of time, it is a real pain connecting the three parts together, and I used allen screws to aid assembly.
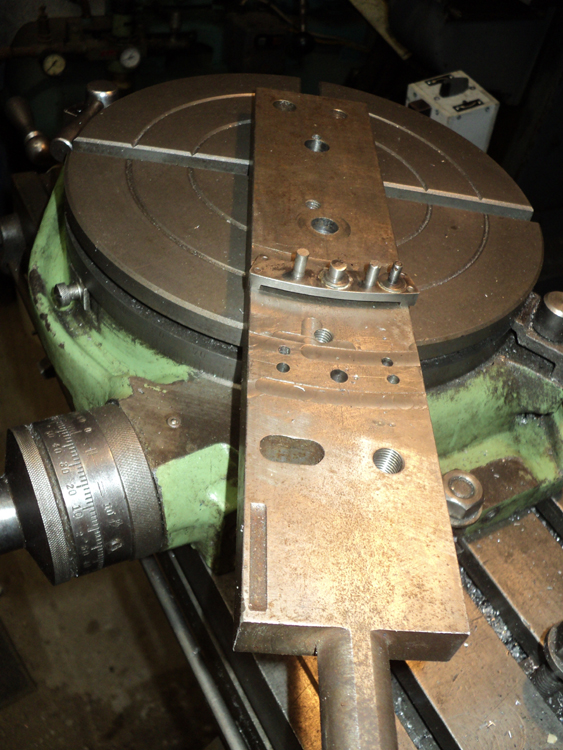
Next the expansion links.
They look innocuous enough on the drawing, but are a long process to machine and get the two halves to mate correctly.
To this end I used a jig that locates on the centre of a rotary table and as suggested by KW, I used the two 3/16" holes for location.
I drilled and reamed the ¼" dia centre holes first for the swivel pins in 6 steel blanks, and then drilled and reamed two 3/16" holes in the jig for the inner and outer links to fit 3/16" silver steel dowels.
I did all the machining using the dowels, angles on the rotary table, and bed stops on the miller.
By using the same jig the die blocks can be made as a strip to be an accurate fit with the holes central, then cut into 7/16" lengths.
Sounds easy but took many hours with lots of set ups on the jig, but it all came out very well and very accurately and the halves of the links match perfectly when assembled.
The swivel pins were made with a wide flange 1/32" thick and silver soldered in place as there is very little thickness on the pin location in the link body for a press fit.
The 12 connecting screws with tapered heads if desired have to be made as well.
At the end of it all, the outside links are a very visible item and need to be well polished to remove machining marks.
I had made the inside cylinder eccentric strap at the same time as the eccentric that fits on the axle.
Next the arm to fit to the strap which I made in two parts welded together.
The arm is slightly offset between the eccentric and the expansion link and needs a bit of side float as well.
I left the arm slightly short to add shims as necessary.

After this there is the return crank that fits on the driving wheel crank pin.
For this I made a dummy to help with setting up.
When I originally made the crank pins I put a 8mm dia x 1/8" deep recess in the end with an M4 tapped hole, thinking that a bit of adjustment would be needed seeing that 4 studs and a key are used on full size, and I was uncertain where the key should be.
With the dummy return crank and a dummy strap with hole centres at 5 19/32" as per KW connected to the expansion link and moving very nicely – right let's get on with the rest of the valve gear.
I have some of the original MJ Eng drawings from 30 years back, and all of the Model Engineer articles by Keith Wilson, and do not know of any updates since.
There are lots of parts to be made, and KW shows the spacing of the connecting holes so using pieces of suitably sized steel I drilled the holes in the various blanks.
KW doesn't show dimensioned outlines of the pieces, so again I used the full size drawing I have for the outside motion to obtain the shapes.
I don't have a full size inside motion drawing but all the parts look similar in shape to the outside ones judging from photos I have of these.
There is one I did not make at this stage – the outer cylinder suspension link, as I could see that the other parts would need to be set up first to get sideways dimensions.
At the end of all this machining there are an assortment of pins to be made, most of which are 5/32" dia and have to be cross drilled for split pins.
I made these using a roller box fitted in the tailstock and once set up is a very quick way of making lots of same sized parts.
Most of the motion parts have oil holes that on full size consist of a large nut and washer with a small hole into which is fitted a small screwed plug.
I made these for the outside motion as they are quite a visible item, and did this by drilling 7 and 8BA hex screws with a 1mm hole.
In full size the coupling and connecting rods have an oil box of similar design that is welded to the rods, and again I fitted the hex plugs.
Making these parts took a very long time, perhaps 3 hours per item on average, and there are lots of items to make.
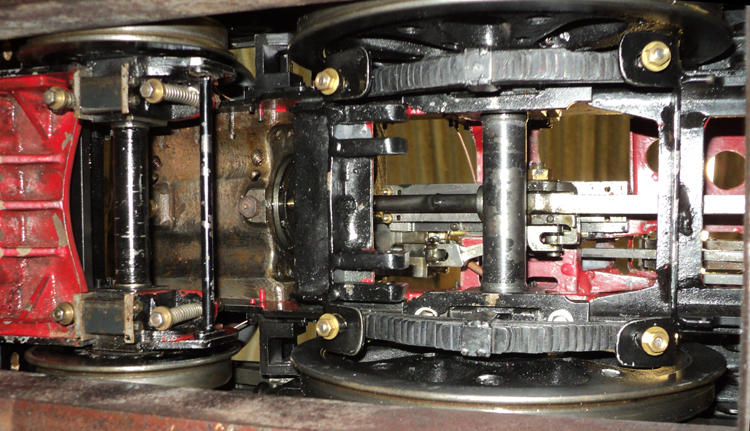
Assembly
To assemble the valve gear I started with the inside cylinder with the piston in place.
Then fitted the original valve covers with a rod screwed to the valve crosshead passing through them but no valves or liners in place as yet.
It is very tricky to get all the parts in place.
The expansion link and radius arm need to be fitted to the motion bracket first, there appears to be no way of doing this if the bracket is fixed in position - in full size yes, but not in 5".
Then fit the eccentric strap and hook the pin on the expansion link to it before dropping the bracket to the frames.
Then connect up all the other bits.
I stuck in M4 screws to hold things temporarily together.
Miraculously the motion looks to work as intended !!!
There was a little bit of fettling and adjustment needed but nothing too drastic.
I had to shorten the radius arm die block, move the eccentric nearer the RH wheel and cut out a bit of the bottom of the lifting link.
This allowed me to make the missing part - the valve crosshead and there is no KW drawing.
The original rear valve cover I made was a plain disc, with an extension for a screw-in gland and a 6 mm hole through, and with 6 x 6BA securing holes.
I made the valve crosshead to my own design from cast iron with a cut out for the combination lever, and mounted it on the valve cover using four of the six holes.
It was another nasty to machine that took a long time but it appears to work well.
Doing all of this means assembling and disassembling quite a few times and it is a slow process.
I ended up using 6 BA Allen screws on the slide bars, eccentric strap, connecting rod and rear valve cover, as access is poor for hex head screws.
Once all this was done I put it all back together again and found unequal fore and aft movement on the crosshead.
So back to the eccentric, and by using washers between the strap and the arm I managed to get equal back and front movement, and made a permanent spacer for the eccentric strap – in this case 0.140".
Valves
I originally made the valves as per KW but could not see any way of mounting them on a plain spindle to give fore and aft adjustment.
I eventually made a spindle for the inside cylinder from 6mm stainless turned down to 3/16" dia at the rear end so a 6mm nut would clear and M6 at the front end.
The end of the spindle is 2BA that screws into the crosshead and allows the spindle to be easily screwed in and out.
The valve liner is one piece, so to see if it works I stuck it in the cylinder using a blob of Loctite thread seal just to secure it and put the valve bobbin on the spindle.
My word the valve goes in and out OK, but not equally, so off with the crosshead and now easy to adjust for equal valve opening !
The centre driving wheels must be at running height so to do this, so I made up suitable rollers using ball races to lift the wheels that quickly clamp to the build stand using mole grips.
Now it was time for the acid test.
I silver soldered a 10 mm commercial copper bend to the steam inlet flange, with an extension to connect to an airline and fitted plugs in the cylinder cock and relief valve holes.
Exhaust is to atmosphere, so will the damned thing kick over on air on just the inner cylinder with no valve covers ?
Not only does it just kick over on 5 psi, it goes like hell in both directions and the cut off works.
I am amazed, and at 20 psi it is ready to take off.
I didn't take the air pressure any higher as the valve liner is a temporary fit.
The only evident problem was holding the weighshaft steady.
After this the valve liner was secured with Loctite 648.
At this stage the outer cylinders and rods were not fitted so there is not a lot of additional friction.
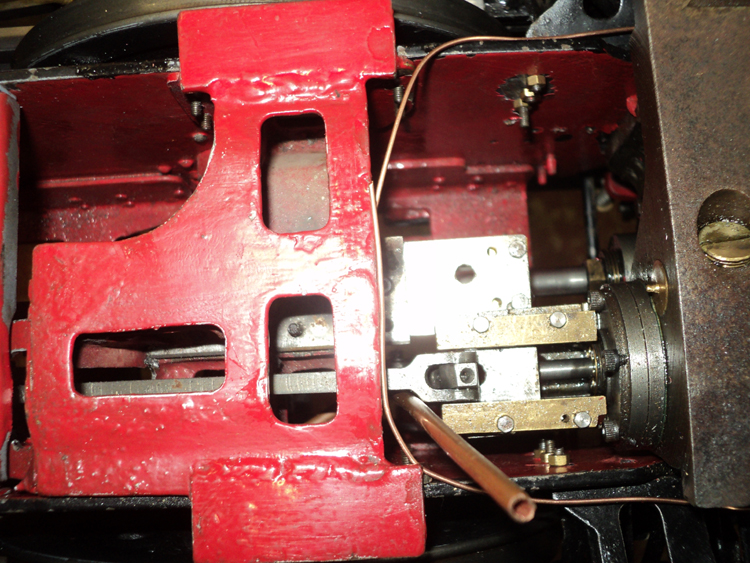
Therefore I decided to make the reverser screw and the universal joints for the LH weighshaft swing arm, and another for the cab reverser.
I tried to cut the ¼" x 8TPI thread shown by KW, but only succeeded in breaking several tools, so gave up and used a piece of 1/4 W x 16tpi Whitworth studding with suitable bushes to fit the reverser stand, and this works just as well.
The reverser die block shown by KW is too narrow for the reverser arm to clear the front bearing on the stand, so I made the die block wider and cut a bit off each side of the front bearing.
The universals were a pain to make - then I found suitble universals can be bought for £10 from RS components !
The reverser arm is shown at 7 1/16" between holes, mine needed extending so make this item adjustable to suit.
All that is left on the inside cylinder is to make a gland for the rear valve cover.
This gland is always going to be a problem to adjust due to poor access and I doubt it will be possible without removing the boiler.
I therefore put a circle of 8 holes at the front face of a screwed gland nut that could possibly be reached by a suitable pin spanner once the boiler is on. (Photo)
The piston gland is again a screwed item that is easily accessible from underneath.
Both glands are packed with plenty of graphited yarn.
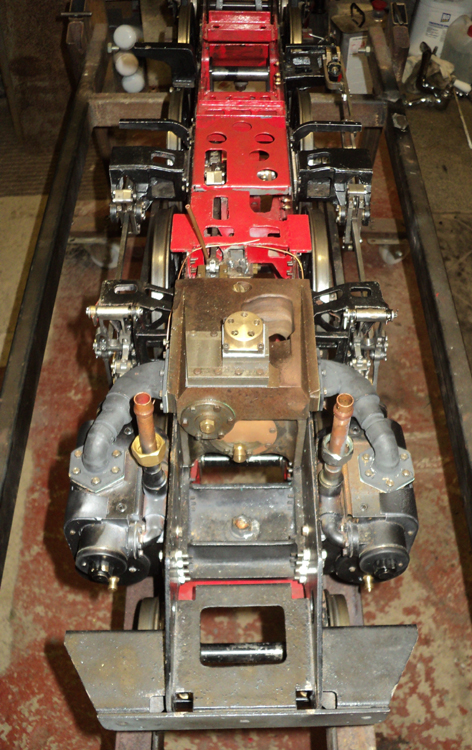
I think at this point the inside motion is as complete as it will ever be, so after a retest I put the other driving wheels and bogie back on, dropped the chassis off my rotator back onto the rails, and it can still be pushed along with one finger without any nasty tight spots.
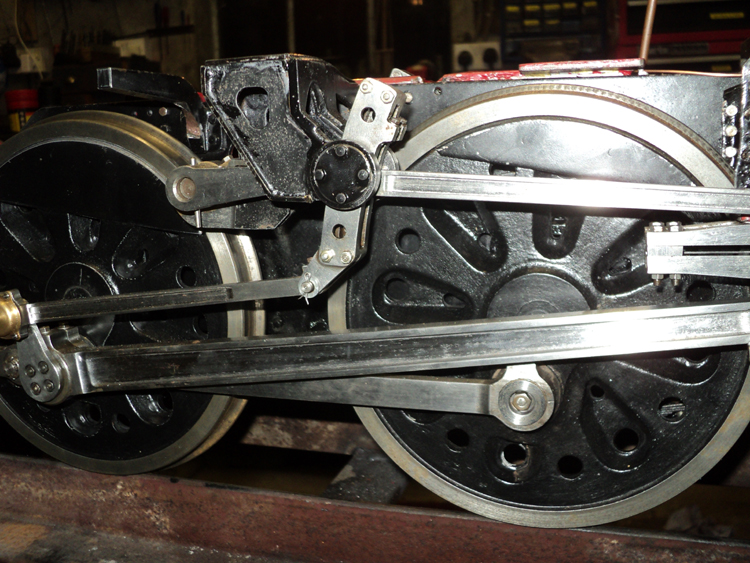
Next is to assemble the outer cylinder valve gear and motion.
Although I had made nearly all the outside motion components, none were completely finished as I could see quite a bit of adjustment would be needed.
There are some pretty tight clearances on the outside gear, and I found the parts need to be carefully made to get them lined up correctly on assembly.
Then I put the dummy return cranks on with the eccentric rods that I had machined to profile out of ¼" thick steel but not to section.
In full size the fluted section of the eccentric rod is 1 1/8" thick that equates to about 3/32" in 5" gauge.
A bit flimsy so I have machined mine to 1/8".
There are offsets at the front and rear bearing as well.
This was a real nasty item to machine but assembled easily to the expansion link.
At this stage I left the big end with a 5/32" hole to join with the dummy crank, it needs some sort of spherical bearing fitting with a very visible brass cover and I didn't put the flutes in either in case it ends up in the scrap bin – see later.
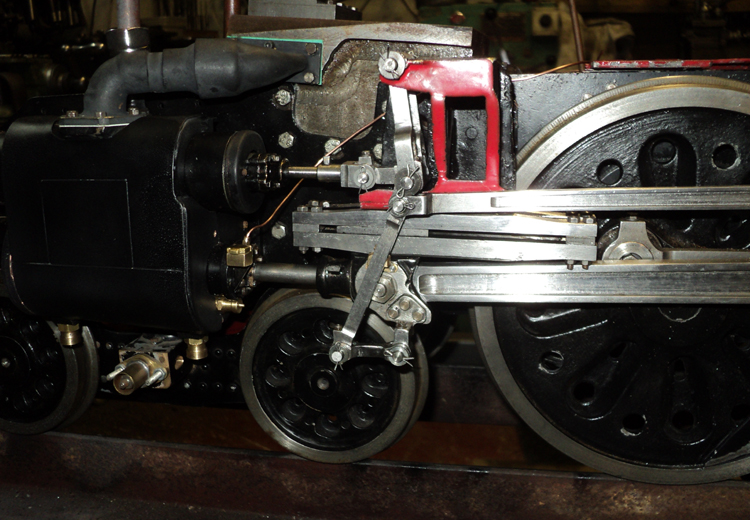
The anchor link and combination lever fitted OK but the expansion link is quite tricky to fit to the bracket unless the bracket is removed from the chassis.
Next is the suspension link.
I deliberately left making this until last as cross dimensions need to be determined from the other parts.
Vertical dimensions are scaled from the full size that compare well to KW.
The important dimension is the horizontal spacing between the two forks.
I found this to be about 7/16" or 11 mm from the temporary set up.
I set up a piece of scrap aluminium to prove the shape, and then used metric dimensions and careful use of the miller dials and bed stops to machine the suspension brackets and they came out very well.
They were not as difficult to machine as expected but needed a lot of hand finishing.
After the suspension link was done I set up all the valve bits and found a little bit of fettling was needed.
I had to shorten the crosshead pins and nuts as the combination lever touched them, and also cut a bit off the slide bar brackets for the suspension links to swing without fouling.
I did the LH one first and all seemed to be OK, but on doing the RH side everything seemed out of line even though all parts for each side are the same !
The combination lever and union link were out of line with the crosshead drop arm.
After a lot of messing about and measuring, it turned out that my guessed spacing of 7/16" between the forks of the suspension link was wrong, and needed increasing to throw the outer slot outwards by about 3/32".
The only way out was to make two revised suspension links. (originals going free!).
Now the combination lever and union link are in line and clear the crosshead nut.
Of course this has resulted in the radius rod and the expansion link being out of line with the suspension link.
To correct this I put spacers between the expansion link brackets and the frames which then meant extending the weighshaft by means of another spacer and hence undoing the very fiddly screws.
After all of these alterations the expansion link bracket is effectively too long for the platforms so the filleted ends of the bracket were skimmed off a little to ease the problem.
To end it all the reverser arm needed altering.
Now it all appears to line up and the motion moves freely on the LH side !
On the RH side I had to cut off the outer bearing on the suspension bracket and silver solder another one on 3/32" outwards.
Now the RH side lines up as well.
All this shows that the KW drawings for the suspension link and expansion link brackets are not quite correct in plan relative to the motion parts, and I am sure I have made a few errors in the fabrications as well.
So beware.
Then I put in a temporary valve on the LH side with the liner tacked in place with non-setting Loctite and a dummy spindle.
However I found that there is not a lot of movement of the valve even in full gear - 13/32 compared to 5/8" on the inner.
The cut off seems to work OK but there was no valve opening on the steam inlet.
The only way to increase the valve travel seems to be to increase the angle of the return crank that in turn increases the swing of the expansion link which then fouls the bracket requiring a bit more fettling.
Whether this is by design or my error I don't know and I am no expert on loco valve gear.
Some time back I took the chassis to my club (Bridgend), and pushed it around their raised track which has some fairly tight radii and it derailed on the very tight ones.
Whilst the wheels were off it was an opportunity to put a bit more end float on front and rear axles and thin down the flanges on the centre drivers.
After a lot of thought and head scratching the only solution I could find was to make another temporary valve bobbin out of plastic bar, and progressively shorten it at each end.
This eventually gave a steam inlet opening of about 3/4 of a port width and an exhaust opening of full port width in full gear, shortening as the reverser moves to mid gear, the same as the inside cylinder so in theory it should work.
I must assume that once again the KW drawing for the outside cylinder valve bobbin is wrong.
The outside valve spindles are made the same way as the inside one, and with all the bits temporarily in place it is time to test the outer cylinders; I concentrated on the RH side hoping the LH will be the same.
I still had to make plugs for the cylinder cocks, cylinder relief valves and the front valve covers before testing.
Once all the holes were plugged and the whole assembly on the RH side oiled, I connected the air line.
Nothing happened apart from oil squirting about and air blowing everywhere.
The outside cylinders are outside steam admission and have to be absolutely free of leaks to operate correctly.
To remedy this every screw was fitted to the cylinder and valve covers along with gaskets, temporary glands well packed, and the airline put back on.
This time it kicked over and ran OK and the cut off works, not as well as the inside but then again the valve is a piece of plastic with no rings, and not a tight fit in the liner that itself is not a tight fit in the cylinder block.
I didn't repeat the process on the LH side.
Therefore happy with all this I stripped the whole lot down to finish the outside valve gear parts, and there is still a huge lot of work to do !!!!
This includes fluting the radius and eccentric rods, oilers, thinning the combination lever and finishing the suspension link radii.
As well as all this there are new valves to be made and rings fitted.
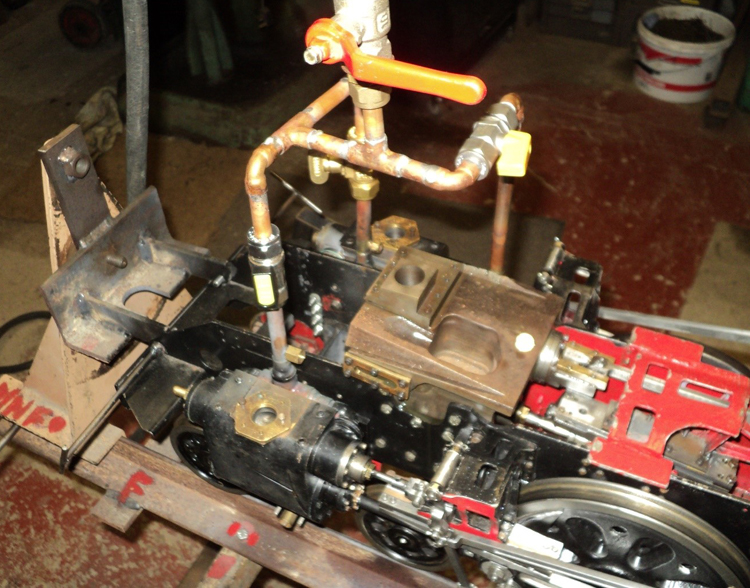
At the end of all this work I fitted gas taps to each steam inlet and ran pipes to a single air inlet, so that each cylinder can be switched on and off and then tested on air again.
Now it runs very well and starts with the wheels in any position with all cylinders connected.
I gradually raised the air pressure to 100 psi - convert this to steam at 100 psi and the loco should fly !!!!
It also runs very well at 10psi with the reverser close to centre, and just as well backwards.
All this seems good but I then found that my set up had the return cranks forward of the crank pins.
In full size the cranks are back from the crank pins !!
The only way out was to set the return cranks as they should be, and then rotate the inner cylinder eccentric back by 180 degrees and once again it runs well, but now the reverser is reversed !

The next thing to do is set the three cylinders to neutral on the reverser, and drill and fit a taper pin in the inside cylinder lifting arm – I ended up welding it as the arm moved on drilling !
The outside valve gear was set up using the dummy return cranks, held in position with 4mm allen screws that could be done up very tight in the crankpin to stop them moving during test.
The awkward bit is now to permanently fix the return crank to the crank pin using 4 studs and a key correctly positioned.
To do this I cut a central 1/8" slot in the dummy that can be transposed onto the end of the crank pin for a key slot, and spotted the 8BA holes with a power drill before removing the dummy and drilling and tapping the crank pins 8 BA for the studs on the rotary table.
Using the studs to secure in place back to front, I cut a 1/16" deep slot in the rear of the actual return cranks with a 3 flute slot drill that I used again on the ends of the crank pins with no problem.
Additionally two small keys and a locating bush are needed on the return crank, and these are Loctited in as they want to fall out.
Several evenings passed doing this and now the return cranks are well secured, and after reassembly the chassis once again runs very well on air.
As for the bearing on the return cranks, I used 3/8" bronze balls drilled 4mm through with a recess to take a 6BA allen screw into the stud on the return crank.
I then cut matching recesses in the eccentric rods using a 3/8" ball end milling cutter, followed by a ½" recess for a locating spigot to centre the brass cover cap.
A light spring under the cover cap holds the ball nicely in place and the whole assembly works really well.
There should be a similar ball joint on the inner cylinder eccentric rod where it attaches to the expansion link, as the suspension on the centre driver wheel resists sideways motion.
How to do this in 5" I don't know, so leave as is !
All this has taken many, many, many times longer than expected and has needed a lot of perseverance.
In fact it has been more than a year from showing the loco at the 2017 Bristol show to where we are now, then again I have been away a lot during this time.
I eventually got to see the real 35006 at Cheltenham and take a lot of photos.
What I have made so far actually does look quite like the real thing !!!!
From observing 35006 the outside cylinder piston gland and valve gland housings are very visible in full size and those I originally made are wrong.
The cylinder cleading is held on with a myriad of small screws that are going to be difficult to replicate in 5" gauge, and there are many copper pipes leading from the four lubricators and various oilboxes on the platforms, so there is still more finishing to do if the loco is going to look correct.
Another little horror job was to fit the speedo drive arm to the LH rear crankpin.
The arm is easy enough to make and will eventually be fitted with a commercial speedo drive kit - but the set up to drill the holes in the end of the crankpin took a while.
I scrapped the outside cylinder rear covers and remade them to look something like the full size in 3 parts with lots of holes spaced out on a rotary table.
Similarly the valve covers with the rear one having glands screwed in behind a dummy cover.

I know many builders do not fit cylinder cleading but on the MN the outside cylinder cleading is quite distinctive.
I made a removable cylinder casing from copper sheet off an old water tank, ends made over formers and the whole lot soft soldered together.
This is easy to fit and take off and it all came out very well, but needs many hex screws adding to look correct.
In full size the cylinder cleading is held on with lots of 3/8 and 5/16 BSW setscrews.
In 5" gauge this means screws with 40, 50, 60 thou hex heads and I can't find them anywhere to buy, and as yet cannot devise a way to make them as no hex rod below 2mm seems to be available; so I will keep looking and add hex screws later when I find or make them.
Lots more will be needed for the boiler casing and cab etc.
I hope this description of my experience of making the cylinders and valve gear is of help to other builders.
I have not made any drawings of the parts I have made - this would probably take longer than making the parts, and there is no assembly drawing that will ever describe the problems of getting it all to fit together, and work !!!
Hopefully the photos will assist.
I don't know how many 5" rebuilt Merchant Navy locos have been completed.
Those I have seen at shows and on videos look good, though I have not seen one actually running on a track.
Unless there is a set of magical accurate and correct drawings and build details out there, the builders of these locos must have followed the same route as me – or have I got something wrong !!!!.
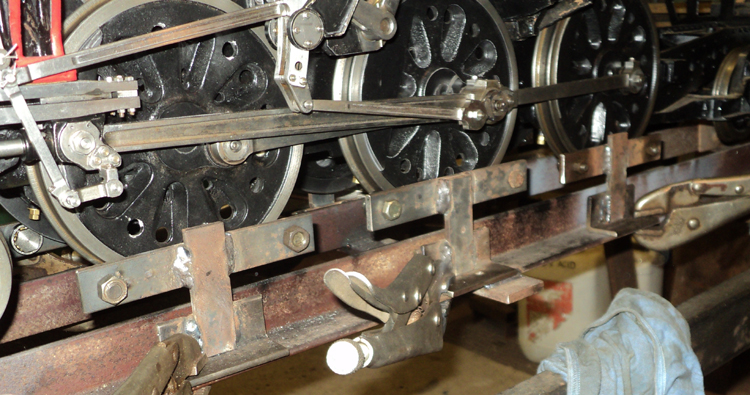
What will be the next stage – detail bits on the frames, sandboxes, cylinder cocks, relief valves and brakes.
No,- I didn't fancy all of this fiddly stuff, so I made the smokebox, but then put the thing away as it has become an obsession !
I have to sort the blown flue tubes on my trusty good old 7¼" Bagnall after another year of severe thrashing - 19 years since it first ran !
Then I want to get my KGV up and running again and make a truck for ground level track.
My old Morris Minor needs lots of TLC as well.
So, next instalment in a year ?
Click here to go back to Part 1 of Kevin's article.
Click here to go to Part 3 of Kevin's article.